Longevity MMA140 Inverter Review
10 July 08
I received a 140 Amp DC Stick welder from Longevity to review and post my findings. As of this writing I have burned about 20 1/8" E6011's .
The machine came well packed in a snug fitting plastic case with the extra space taken up by packinh added at the distributor. The delivery was on the same day that was promised.
The Electrode holder seemed fine but the lead with it is only 6'. This limits mobility somewhat and I have to set the machine on the table where I am welding.
Compared to "industrial" machines I have used, this one seems to cut out a little and seems to get worse as you burn more rods. However this seems like just the ticket for here at the house. The cost, the portability/weight, and the fact that I can burn a 1/8" rod without MUCH trouble lead me to believe this will be nice to have. The fact that its an inverter will save a little electricity cost too. More testing is needed but I am pleased with the initial results for a machine of this cost.
The cutting out as shown on the video is not typical to a power source with 120 amps at 25+/- volts. I did not chack the voltage output while welding. I did verify my line voltage at 115 volts on each leg.(230 Volts AC)
I have two 6" Pipe Coupons prepped and ready to tack. As soon as I work some video problems out, I hope to record the welding of a root in a 6G pipe.
Here are some pictures of the unit
 6' Leads make you have to keep the machine kinda close
6' Leads make you have to keep the machine kinda close
 ON/OFF, Amperage, and Overload light I think. No Manual supplied.
ON/OFF, Amperage, and Overload light I think. No Manual supplied.
 A bend and cracked paint on one corner.
A bend and cracked paint on one corner.
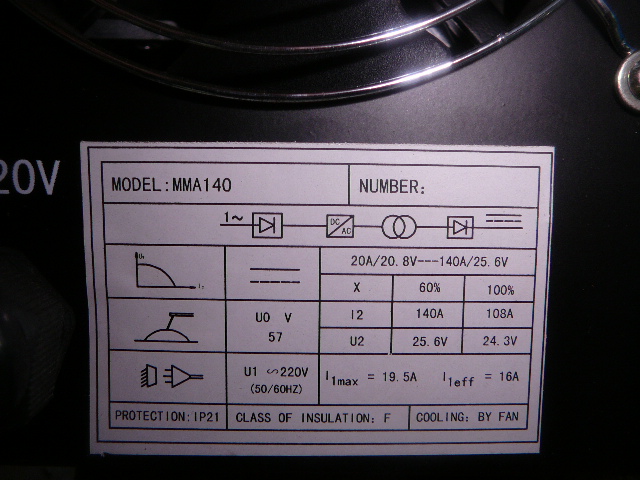 By the nameplate I THINK it is 84% efficient.
By the nameplate I THINK it is 84% efficient.
 4th 5th and 6th beads . 6th Bead I allowed the machine to cool off some and
turned it down t around 100. It didn't cut out as bad.
4th 5th and 6th beads . 6th Bead I allowed the machine to cool off some and
turned it down t around 100. It didn't cut out as bad.
13 July 08
I ground the light rust and mill scale off of the welding table to assure the ground was getting good contact. I made a 3 pass fillet weld horizontal and ran a bout 5 beads vertical over another weld. The machine did well except for the occasional cutting out.
 3 bead horizontal fillet weld.
3 bead horizontal fillet weld.
 5 bead layer on a vertical fillet weld. A little rough. The arc would go out
every other ripple or two.
5 bead layer on a vertical fillet weld. A little rough. The arc would go out
every other ripple or two.
Someone in the Weldingweb forum has indicated a side by side comparison would be good to do. I'm up for it. I'd love to see how one of the name brand welders compares.
See how it goes down here http://weldingweb.com/showthread.php?t=22501&page=3
27 July 08
I have been able to run a few more beads with the machine. I welded a handrail for a friend that recently had knee surgery and the welder worked well but I haven't had much time to really test the welder yet.
During testing using some E6011 I had problems with the machine cutting out. I beleive I found the cause in the ground clamp. Click the thumbnail below to see the area that I think was causing the problem. I have since replaced t he ground with one from a HF machine but have yet to retest using 6011.
![]()
I did get a chance to run a few 1/8" E7018 prior to going on vacation last week. I just ran a few beads inside a piece of 2-1/2" x 2-1/2" x 1/4" Angle. The welder did not cut out at all and the heat seemed consistent throughout. A true test will be 6 minutes straight of welding and then 4 minutes off.
Below are some pictures of the beads. These were made to show what the welder would do. Not what the WELDOR can do. I have made prettier welds in harder places and uglier welds in easier places.

Again, anyone with a Red, Blue or Yellow inverter that weighs within 10 LBS of this one is welcome to do some testing with me. Flat, bead on plate 1st to check out the duty cycles, then a few butt welds in plate and pipe.
6 Sep 08
Here is a tig weld I made. The undercut may be the result of not letting it cool any after the 1st pass.

14 Sep 08
I setup the MMA 140 to see how it would do putting a root in a pipe. I setup a standard 6" Schedule 80 coupon and welded one half of it. The root went in fine other than the tie in. I didn't grind the stop any and missed the tie in. I welded it uphill and from 6 to 9 just pushed the rod through the gap. From 9 to 12 had to whip a little. The hot pass was welded from 6 to 9 and was humping up some and cutting out so I welded the rest of the hotpass from 12 down to 9 without whipping.
I then put in a 3rd pass of 1/8" 7018 from bottom to top, chipped it, then capped it with a 3 bead stringer cap. It all seemed to go fine. 1st 6010 pipe root I have welded in probably 4 years. I was using Hobart electrodes for both the 6011 and 7018. These were the kind from Tractor Supply. Id like to try some 5P+ for the root.
 View of the root
View of the root
 Cap (Nothing Special, just another weld)
Cap (Nothing Special, just another weld)
After welding on the pipe I set up a piece of scrap I had been welding on and ran 7 1/8" e 7018 electrodes back to back without chipping slag. The machine never missed a lick. The bugs were swarming me so I gave it up. Below is the picture (Nit an example of how to weld. Just what was done. The machine I feel is putting out closer to 130 amps than 140 at max setting but I need to check it with an ammeter.

19 Sep 08
During a break in the action during the day I was able to use the machine to fabricate a stand for performing fillet weld break tests. I used scrap that was here when I moved here and bought a $29.00 12 ton jack. I should have got something a little tougher for those welds where a person doesn't know what a 5/16" weld is.


20 Sep 08.
Read a few posts regarding the "Open Invitation to .... " and decided that maybe some more testing was in order.
21 Sep 08
I welded 10 1/8" E7018 Electrodes back to back without chipping slag with the machine turned all the way up. The arc was a little rough because I was melting through previous layers of slag. The machine may have cut out 2 time but it coincided with me repositioning my hands since the tig gloves I was wearing were getting pretty hot.
The stub length averaged 1.75 inches for a total electrode length that was melted of 125 inches in approx 14 minutes. I have a video of the entire session that I will get specific times from. The time from start of the 1st rod to the end of the last rod was approx 13 1/2" minutes. The arc time was in excess of 11 minutes in a 13 1/2" minute period
![]()
Right after the 10 electrodes were welded I placed a couple of beads on a 6" pipe I had setup in the 6G position. The beads came out fine for a NON PROFESSIONAL welder :).
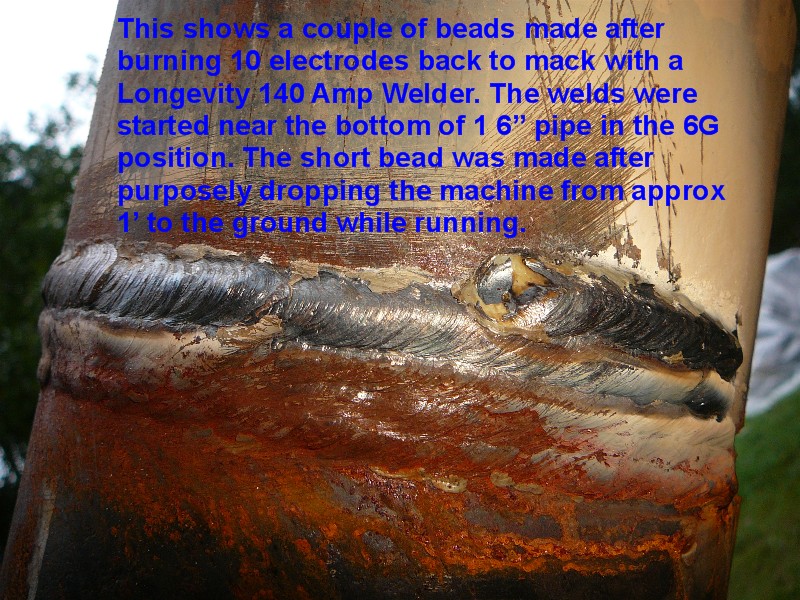
After a few minutes of checking that I caught it on video, I decided to do a little drop test and dropped the machine from 10 to 12 inches two times and then ran another bead. It was fine after that.
21 Sep 08 Cont
Here is the video of the machine being dropped and then welding. I am sure the US machines can do this too. I just wanted to show that this import could take a little bump.
Hopefully I will have some time in the AM to do a better test that is more appealing to some.
22 Sep 08
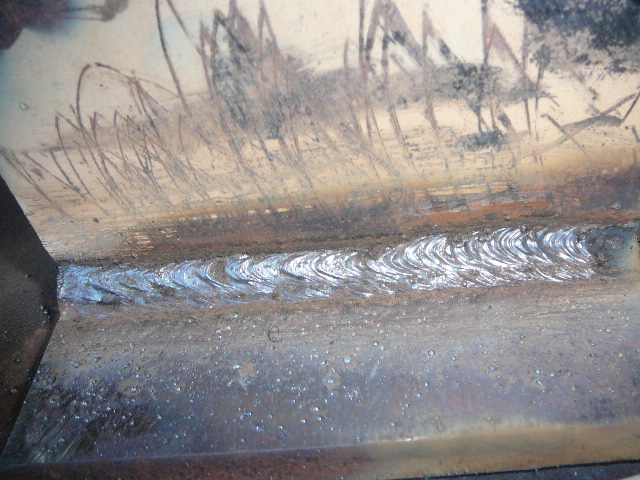
Went out at lunch and hooked a CK WP-17 Tig Rig to the machine to try a little GTAW. Used 2 pieces of 1/4" A 36, removed the mill scale (important for GTAW) and made three passes.
Below are some pics.
 1st Pass no Brushing. (Could have used more shielding gas or less wind
1st Pass no Brushing. (Could have used more shielding gas or less wind
 Finished weld.
Finished weld.
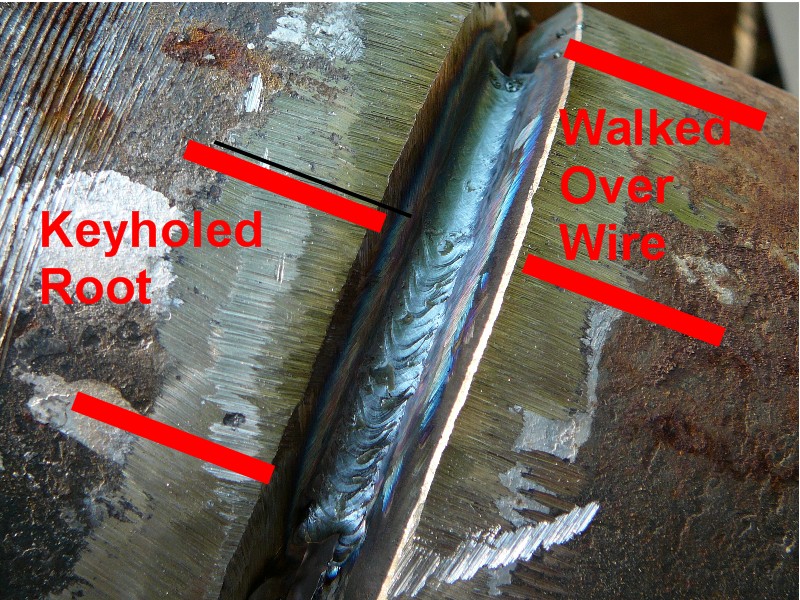
Also welded on a 6" pipe Coupon that I have tacked on the table. The Deoxaluminate weldable primer was still in place. Many may consider this unprofessional to weld over however I have made hundreds of code quality welds right over the top of it. The lower part of the weld had a 5/32" gap so I keyholed it. As I went to the top I started walking over the wire. The machine welded fine. Thinking about hooking it up on the tig rig for 6 minutes straight.
 Outside of Tig Root
Outside of Tig Root
 2nd pass.
2nd pass.
CONT
I had a few minutes this afternoon to run a bead of so shiny stuff for those who like that. This is a piece of Duplex 2205 Stainless. This was a face bend specimen that I had laying around in my junk. Click to see it Larger.

I teach welding at a temporary facility that has been setup here in town and it is equipped with brand new Miller XMT 350's. I timed the melting of a 1/8" E7018 on one of these machines set at 140 amps with approx 21.5 volts. The time it took to burn it down to a 1" stub was 1 Minute and 3 seconds. With the machine set at 130 amps and 21 volts the time took was 1 minute and 9 seconds.
I have my machine plugged into a 50+ foot 10 gage extension cord so there very well may be some voltage loss. Because I am pretty sure the machine is not putting out 140 amps, then the comparison tests for duty cycle only indicate a duty cycle of approx 81% in a 13.5 minute period. Based on comparison of melt off rates AND the arc characteristics compared to the machine its my opinion that I am only getting about 125 to 130 amps. I am not sure if that is because of the cord or some other reason.
Further testing is required.
Feel Free to send comments.
.