![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
|
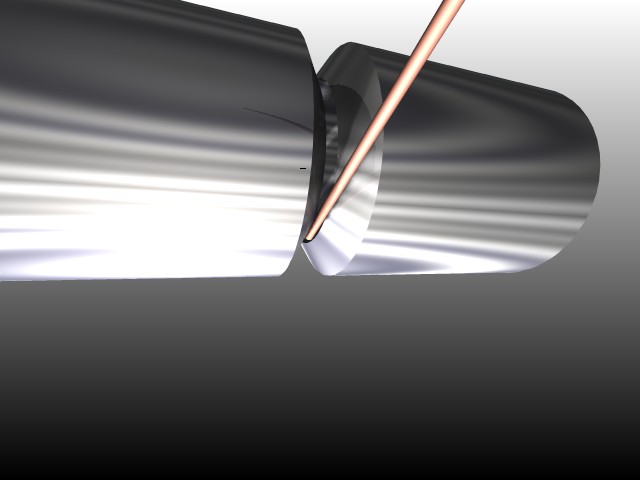
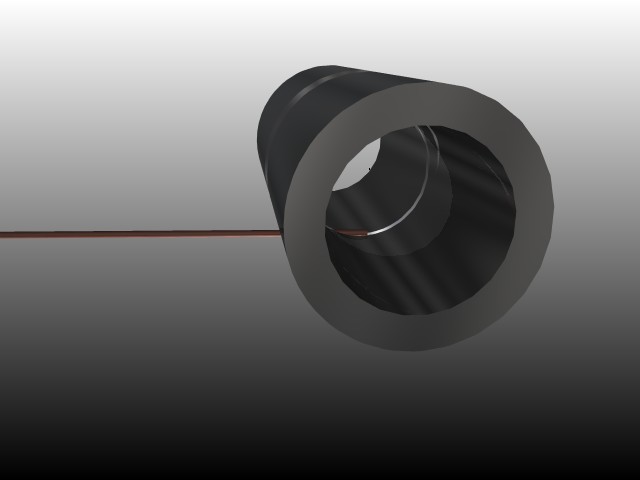
Method for reducing suckback (Root Concavity) Many codes of construction do NOT prohibit internal concavity. However many QC inspectors will visually reject a weld for being slightly below flush. One method I use when taking a test is the have the gap slightly larger than the filler metal diameter and feed the wire through the gap. The wire can also be fed from the opposite side through the gap however you have to be careful about the wire getting stuck on the inside by the gap closing or sticking it in the puddle.
B31.1 says "Concavity on the root side of a single welded circumferential butt weld is permitted when the resulting thickness of the weld is at least equal to the thickness of the thinner member of the two sections being joined and the contour of the concavity is smooth without sharp edges"
|