![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
TEST Position or Weld Position ?
To see more information related to this topic go to http://www.sperkoengineering.com/html/asme.htm and click on the "POSITIONS" link. Read the other articles too.
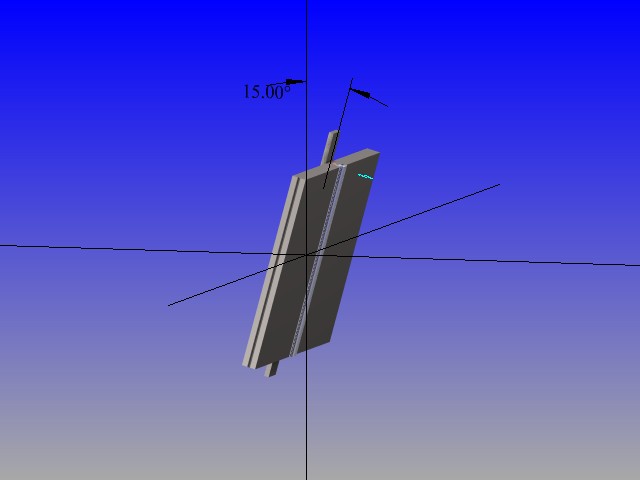
Positions used for testing welders and procedures are given designation by various codes. The commonly used codes in the US are Designations such as 1G,2G,3G,4G,5G,6G for groove welds. Fillet welds are designated as 1F,2F,3F,4F,5F. These designations are for the position of the test only. I and I'm sure many others have either created or seen welder performance qualifications with that indicated a person was qualified for 1G,2G,3G,4G. That is incorrect. The positions qualified should be listed as Flat, Horiz, Vert, Overhead. The position the test was taken in refers to 1G, 2G etc. This is referenced in ASME Sec IX's introduction. This refers to changes made in 1980. The new revision to position indicates that a welder qualifies in the 1G, 2G, 3G, etc., position and is then qualified to weld, in production, in the F, V, H, or O positions as appropriate. QW-461.9 is a revised table that summarizes these new qualifications Here is why 1) The test positions have limits on how far they can deviate from a given plane. FROM ASME SEC IX Groove welds may be made in test coupons oriented in any of the positions in figure QW-461.3 or figure QW-461.4 and as described in the following paragraphs, except that an angular deviation of ±15 deg from the specified horizontal and vertical planes, and an angular deviation of ±5 deg from the specified inclined plane are permitted during welding.
2) Welding positions have limits on how far they can deviate from a given plane. See ASME Sec IX
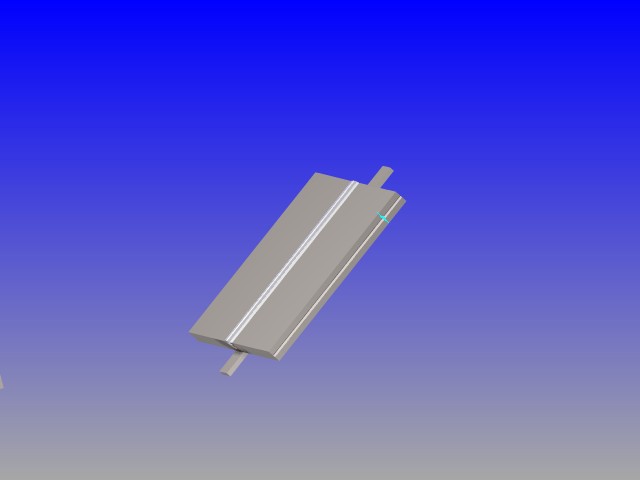
3) 1 and 2 above are NOT the same. A 3G test can tilt forward or backward 15 degrees and still be considered 3G. Tilt it forward or backward more than 15 degrees, it is no longer 3G nor is it a 1G or 4G. It is a special position. If I indicate I am qualified "3G" that does not include the position shown in the 2nd picture below. However if I indicate I am qualified Vertical, that includes the position shown in the picture below.
The range of positions qualified is referred to by the actual position and NOT the test position.
|